
Sequenciamento de tarefas em operações industriais e serviços
Em Planejamento e Controle de Produção (PCP), existem atividades que são fundamentais para que as operações programadas ocorram conforme previsto e, por consequência, o desempenho do sistema produtivo se comporte de acordo com o planejado.
A figura 1 mostra estas atividades centrais do PCP.
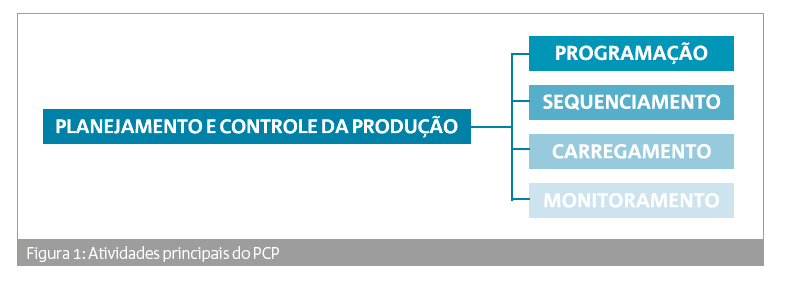
Na etapa de programação, são definidas as quantidades de cada produto e itens respectivos que deverão ser produzidas. Nesta fase, é necessário avaliar os históricos de demanda, as metas da área comercial, os esforços de marketing, o estágio do ciclo de vida de cada produto, as necessidades de matérias-primas e os estoques existentes. Desse modo, a resposta principal a ser obtida nesta etapa é “QUANDO PRODUZIR”.
O principal resultado desta etapa é a geração do chamado “Plano ou Programa Mestre de Produção” ou MPS: figura 2 apresenta o MPS gerado para uma operação industrial.

O registro do Programa Mestre de Produção (MPS) possui as seguintes características:
- Escalas de tempo, que contém, para cada item de produto final, as informações sobre demanda e estoque dis- -ponível atual;
- Com base nestas informações, o estoque é projetado a frente (para os períodos seguintes);
- Quando não há estoque em quantidade disponível para atender à demanda, novas unidades são programadas para produção (inseridas no programa mestre);
Para o exemplo da fi gura, são programadas as quantidades estritamente necessárias para cada período – este tipo de programação é denominado “conforme demanda”.
O Programa Mestre de Produção é a parte mais importante do planejamento e controle das operações. É a entrada principal (informação fundamental) para o Planejamento dos Recursos de Materiais (MRP). A figura 3 mostra a interação entre o MPS e o MRP: com base nas informações de entrada do MPS, o sistema MRP emite as ordens de compra, os planos de materiais e as ordens de produção, necessárias para concretizar o Plano Mestre.

Para empresas de manufatura, o MPS gera:
Base para determinação da mão de obra, equipamentos, materiais e capital. Para empresas de serviços, o MPS fornece:
Na etapa de sequenciamento, deve-se definir em qual ordem as quantidades programadas no MPS devem ser executadas.
Existem várias estratégias que podem ser utilizadas no sequenciamento, e que serão detalhadas neste artigo.
Na etapa de carregamento, as quantidades a serem produzidas são convertidas em tempos de processamento. Estes tempos são comparados com a capacidade dos equipamentos que serão utilizados na produção. Assim, analisando os tempos necessários de utilização de cada recurso com a sua capacidade, define-se o carregamento (ou carga máquina) de cada estação de trabalho. Outros recursos como quantidade de mão de obra necessária, horas extras, utilização de estratégias “make or buy” também são definidos nesta etapa.
Na etapa de monitoramento, todo o planejamento realizado nas etapas anteriores é verificado na prática, ou seja, as ordens são efetivadas, os tempos de processamento são registrados e a comparação sistemática e contínua entre “plano” e “realidade” é concretizada.
A eficiência operacional do sistema produtivo é avaliada para garantir que todo o esforço realizado nas etapas de planejamento possa ser devidamente aproveitado. Quanto mais as condições reais de utilização dos recursos produtivos e os resultados das operações se assemelharem aos planos de produção, maior a eficiência do sistema e melhor o seu desempenho.
Na etapa de sequenciamento, portanto, a questão a ser respondida é “EM QUE ORDEM FAZER”; na etapa de carregamento, a questão é “QUANTO FAZER/ UTILIZAR DOS RECURSOS”; e na etapa de monitoramento, a resposta que se busca é “QUAL A ADERÊNCIA ENTRE PLANEJADO E REAL”.
DIFERENTES FORMAS DE SEQUENCIAMENTO
Abaixo, diferentes definições para o sequenciamento de tarefas.
O SEQUENCIAMENTO pode estar sujeito a restrições ou priorizações. As principais são:
As restrições físicas ocorrem quando a própria natureza física dos produtos e processos pode determinar priorizações. São exemplos de restrições físicas as tarefas de sequenciamento em uma indústria de tintas (mais claro para mais escuro), indústria de papel (tamanhos adjacentes programados sequencialmente); ou indústria de roupas (corte), quando o “retalho” de uma atividade gera o material necessário para outra.
As prioridades de atendimento a consumidores ocorrem quando são identificados os denominados “clientes preferenciais” ou prioridades de atendimento a determinados clientes. São os casos de clientes de grande porte (mais importantes por questões de faturamento, volume de demanda, lucratividade), ou para serviços, critérios de urgência e gravidade, como em um pronto-socorro (serviços médicos emergenciais), atendimento de ocorrências (polícia), falhas em equipamentos (manutenção de operações industriais). Nestas situações, podem ser utilizados critérios específicos e sistemas de triagem (classificação segundo critérios de gravidade).
PRINCIPAIS FORMAS DE SEQUENCIAMENTO DE TAREFAS
Tanto para operações industriais como para serviços, as formas mais comuns utilizadas para sequenciar as tarefas estão apresentadas a seguir.
Analisando-se as diferentes formas de sequenciamento, percebe-se que nenhuma delas gera a melhor solução para todas as possíveis situações e parâmetros a serem otimizados.
Desse modo, é necessário testar diferentes alternativas de sequenciamento e comparar seus resultados. Os indicadores utilizados nesta comparação são: o tempo médio de atendimento e o atraso médio.
Portanto, a melhor opção de sequenciamento será aquela que:
EXEMPLO DE SEQUENCIAMENTO
Para avaliar diferentes formas de sequenciamento, considera-se o conjunto de tarefas a ser executado em um centro de trabalho, conforme mostrado na tabela 1.

No exemplo da tabela, considera-se que as tarefas foram recebidas no mesmo instante de tempo. Caso contrário, o sequenciamento deveria considerar os tempos desde o recebimento das ordens a serem processadas.
Serão utilizadas duas formas de sequenciamento para efeito de comparação dos indicadores “tempo médio de atendimento” e “atraso médio”.
Sequenciamento por FIFO
Utilizando o FIFO (First In – First Out), gera-se o sequenciamento mostrado na figura 4. As tarefas são realizadas conforme foram recebidas, seguindo a ordem: A, B, C, D e E.

O quadro na figura 4 mostra a sequência de tempo de cada tarefa (em cor azul escuro): as tarefas são realizadas na ordem de A a E. As cores azul médio e azul claro mostram, respectivamente, os tempos (prazos) de entrega e os atrasos decorrentes da forma de sequenciamento adotada.
Assim, a tarefa A, que dura 5h e é realizada primeiro, possui um prazo de entrega de 6h e, portanto, é concluída 1h antes do prazo necessário de entrega. A tarefa B, programada a seguir, dura 3h. Como possui um prazo de entrega de 5h, mas fica pronta no instante 8h, incorre em um atraso de 3h (indicado em azul claro no quadro).
Os atrasos e tempos de entrega são mostrados na tabela auxiliar.
O atraso total é determinado somando- -se os atrasos de todas as ordens sequenciadas, e resulta em 32h para o FIFO.
O tempo total é determinado pela soma dos tempos de cada ordem e totaliza 60h para o exemplo.
Desse modo, os indicadores “tempo médio de atendimento” e “atraso médio” são: 12h e 6,4h. Estes são os resultados gerados pelo sequenciamento usando FIFO.
Sequenciamento por Data Prometida
A figura 5 mostra o sequenciamento por data prometida. Neste caso, as ordens são sequenciadas de acordo com as datas de entrega. Assim, a ordem de execução será dada por: E, B, A, D e C.
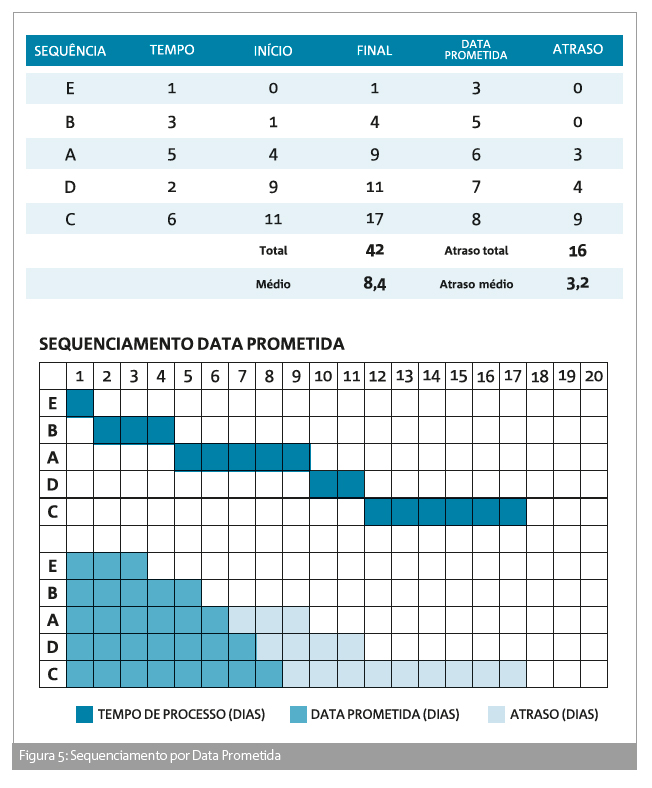
Esta é a sequência que ordena as tarefas conforme as datas de entrega: da mais próxima para a mais distante.
Da mesma forma que na análise anterior, o quadro da figura mostra os atrasos (azul claro), os tempos ou prazos de entrega (azul médio) e os tempos de execução (azul escuro).
Para esta forma de sequenciamento, gera-se tempo médio de atendimento de 8,4h e atraso médio de 3,2h.
Portanto, para o exemplo analisado, a melhor forma de sequenciamento é a “DATA PROMETIDA”, que gera menor tempo médio de atendimento e menor atraso médio.
COMPARAÇÃO DE RESULTADOS
A tabela 2 apresenta os resultados do tempo médio de atendimento e do atraso médio para as opções de sequenciamento mostradas neste texto.
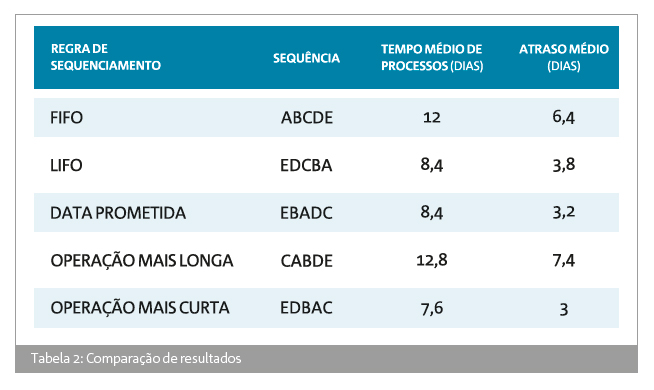
A forma de sequenciamento “Operação Mais Curta” gerou os melhores resultados e deve ser adotada neste caso.
A ordem mais adequada de execução das tarefas permite otimizar prazos de entrega, aumentar a produtividade, gerar aumento do grau de utilização de equipamentos e mão de obra. Trata-se de uma importante função do planejamento das operações.
No próximo número de Manufatura em Foco, serão mostradas outras técnicas utilizadas em sequenciamento, mas com um foco diferente de aplicação: desdobrando-se os tempos de processo nos equipamentos e estações de trabalho necessários para a sua execução.
There is 1 comment
Add yoursPost a new comment
Você precisa fazer o login para publicar um comentário.
Nelson, estou tentando entender porque o tempo de processo é a soma dos tempos fim e não s tempos de processo de cada operação. Isso não ficou claro pra mim pode me explicar? Perceba que o exemplo colocado você entrega os 5 produtos A-E até o dia 17, mas diz ter um tempo total de processo de 60 dias, como pode? o que está por trás do entendimento deste tempo de processo que não ficou claro pra mim?